
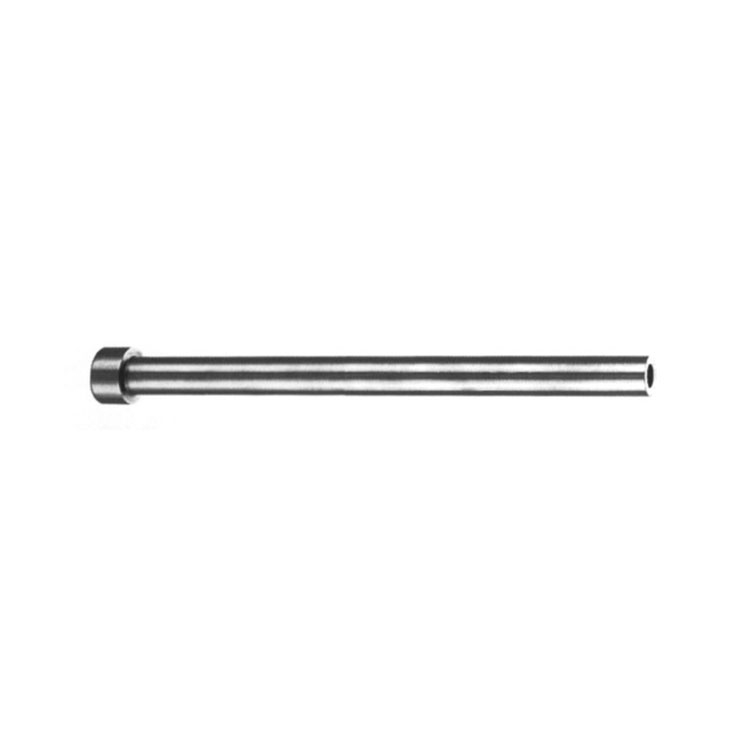
标准模架的导柱是用于模具中与组件组合使用确保模具以精准的定位进行活动引导模具行程的导向元件。精密冲压模具配件经销标准模架的导柱分类可以根据使用情况不同分为:汽车模具导向柱、独立导向柱、带导向柱的模架、带导向柱的排料板等等;按定位方向分为滑动导柱和滚动导柱。标准模架的导柱材料一般是用轴承钢、热作钢、铁易等,其中轴承钢SUJ2的使用量较大,精密冲压模具配件使导柱的导向性能也大大加强。标准模架的导柱及部件由外导柱组件和内导柱组件组成,金属光泽美观。热处理:HRc58-62;导柱表面粗糙度:ra0.8,Ra1.6。
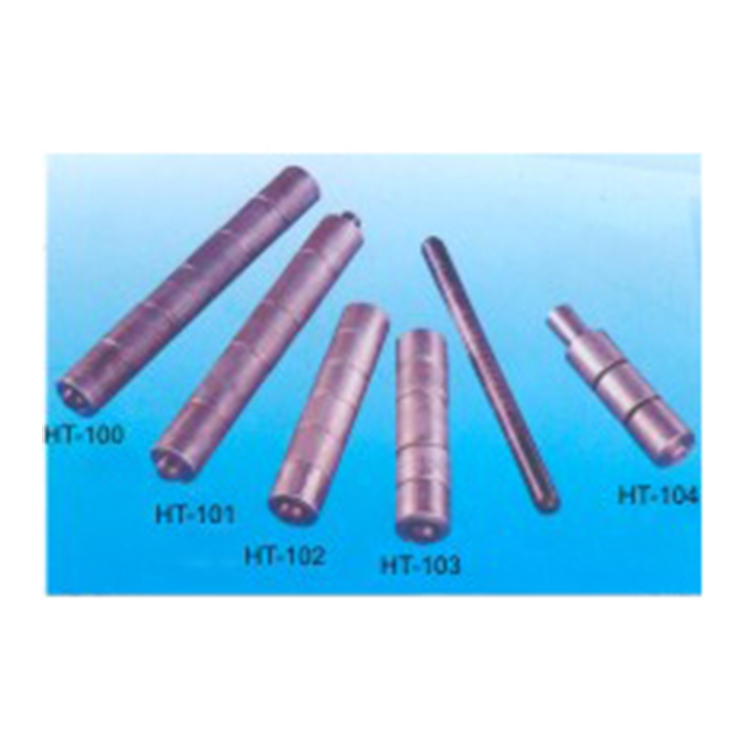
1、精密冲压模具配件拉丝、切割:将通过测试的原材料通过拉丝机拉成所需的直径和尺寸,然后切成固定长度的棒状毛坯。2、热处理:在进行热处理之前,将模具冲孔冲头胚料在校直平台上调平,然后将其放在高频电炉或盐浴炉中加热至800-1300度摄氏2到5分钟,油冷固化,经精密淬火和热处理后,针尖的硬度可达到Hv590-800,然后进行低温回火处理。3、研磨:将冲头固定在机床的弹簧夹头上,并根据冲头各种尖头底座的角度和尺寸要求进行研磨和成型。4、抛光:抛光是清洁油性、铁锈等的表面,并清洁表面。5、江苏冲压模具配件经销检查、交货:根据所要求的标准对冲头进行了检查,可以将其放入防锈油中并包装在压缩袋中以进行运输。

在许多模具生产中,江苏冲压模具配件经销经常会使用导柱导套相互配合工作。在安装的时候需要注意导柱与导套之间的间隙。如果间隙不合适,肯定会对模具生产有一定的影响,若是导柱导套之间的间隙太大,可能就达不到模具生产的预期效果。在正常情况下,精密冲压模具配件弯曲挠度变化范围为0.2-0.25,零件和导套之间的配合间隙因落料间隙的变化而为0.3到0.5。然后,可以结合使用它来确定其大小。然后,将落料间隙的变化和布置形式组合起来,以确定它们之间的较大配合间隙。在此基础上,根据导套的加工公差确定它们之间的较小配合间隙。

(3)设计的冲压件必须形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用最少、最简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压操作,便于组织实现机械化与自动化生产,以提高劳动生产率。(4)设计的冲压件,精密冲压模具配件在保证能正常使用情况下,尽量使尺寸精度等级及表面粗糙度等级要求低一些,并有利于产品的互换,减少废品、保证产品质量稳定。(5)江苏冲压模具配件经销设计的冲压件,应有利于尽可能使用现有设备、工艺装备以及工艺流程对其进行加工,并有利于冲模使用寿命的延长。

1、配件设计的合理性。设计师应首先充分了解用户的使用要求和工作条件、压铸力的情况,江苏冲压模具配件经销然后根据使用要求和工作环境选择合适的材料,了解其材料压铸性能。在精密模具配件设计中,应特别注意满足使用要求的前提,尽可能使压铸结构简单。壁厚适当均匀,并留下必要的模具斜率,否则会导致铸件上出现凹坑、气孔、收缩、欠压、拉伸痕迹、裂纹、变形等缺陷。精密冲压模具配件对铸件尺寸精度的要求应合理,否则会给模具设计、模具加工、工艺条件制定和管理带来不必要的麻烦,并会造成大量不合格产品。
电 话 : 0750-8899166 / 8899505
传 真 : 0750-8899100
邮 箱 : holdtime@126.com
地 址 : 鹤山市桃源镇建设东路63号1楼自编A8号
 粤ICP备160000431号
粤ICP备160000431号



